
今回は溶接をして角パイプを綺麗につなぎ合わせて台車を作る方法について記事にしてみました。
角パイプを四角形状に溶接するのは、机や椅子を製作する上でとても役に立ちます。
あまり需要の無い記事かもしれませんが、興味のある方はぜひ最後まで読んでみてください。
たまたま、知人から依頼された製作物で角パイプを使用した台車を作る事が有ったのでそちらを例にとって説明していきます。
目次
使用材料
今回使用する角パイプは25mm角の角パイプで板厚は1.6mmになります。
材質は鉄です。
JISの規格で言うところのSTKMR(機械構造用角形鋼管)となります。
あまり薄い板厚(1mm以下)を使用すると溶接時に穴があく原因となるので注意しましょう。
TIG溶接機だと1mmでも可能ですが、そのほかの溶接機では絶対無理でしょう。
材料カット
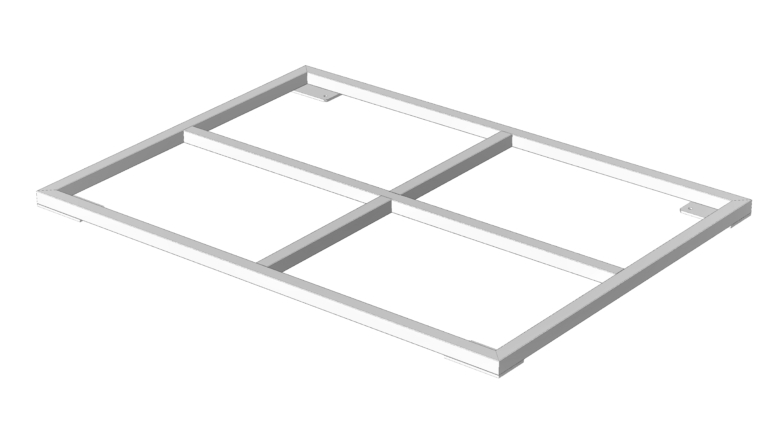
今回の設計では田の字に角パイプを組んでいきます。
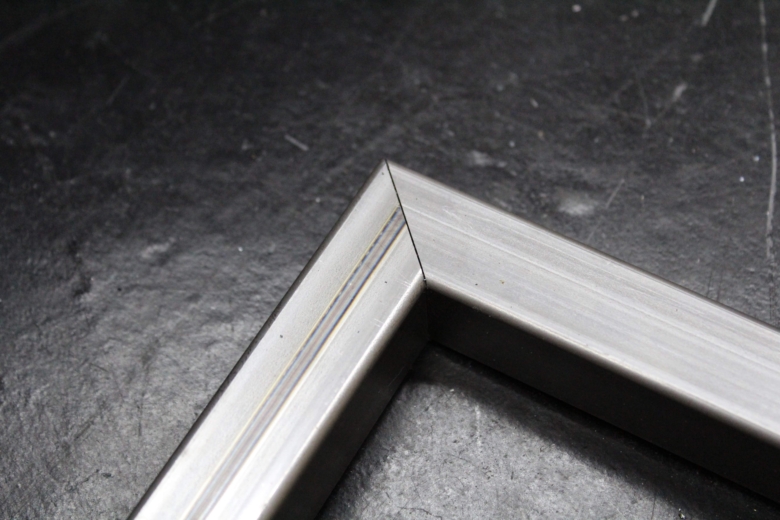
3Dモデルを作成してみました。四隅はトメ加工にするので45度にカットします。
中央の角パイプは直角にカットして繋ぎます。
角パイプのカットには45度カットも楽々にできる、チップソー切断機を使います。
このチップソー切断機を購入せずに、鋼材のカットをディスクグラインダーでやろうとすると、かなりの時間と労力、そして精度も出ないでしょう。
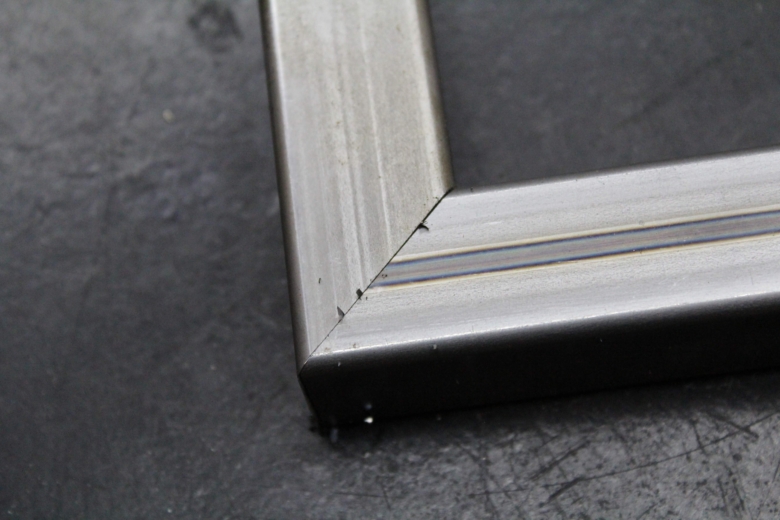
ココがぴったりと合わさらないと溶接する際に苦労します。
特にTIG溶接の場合は隙間が大きいとすぐに穴が空いてしまうので注意が必要です。
※アーク溶接やCO2溶接の場合はこの限りではありません。
溶接作業
材料カットが終了したら、次の工程は溶接です。
この溶接作業が角パイプを綺麗につなぎ合わせるかどうかの重要な工程です。
溶接をすると熱が発生します。
その熱によって角パイプが歪んでしまい、綺麗な四角形にならないのです。
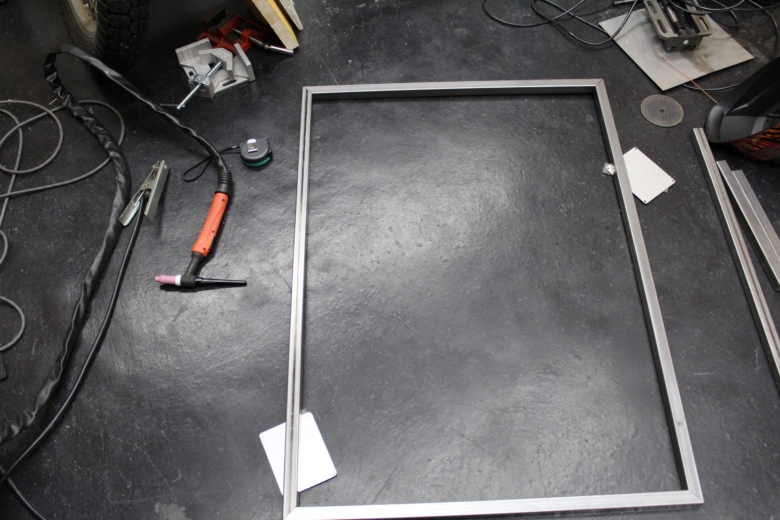
綺麗な四角形になるかを一度合わせてみます。
いくらチップソー切断機でカットしても、ほんのわずかなズレから綺麗な四角形になりません。 なのである程度先に合わせておいて、後はズレ量を均等に左右に振ってあげる事が大事です。
プロが使うような設備で有れば良いのですが、DIY用の工具ではやはり多少のズレが出てきます。
溶接の順番がとても重要です。ここではその溶接の順番について説明していきます。
平面を仮付け溶接する
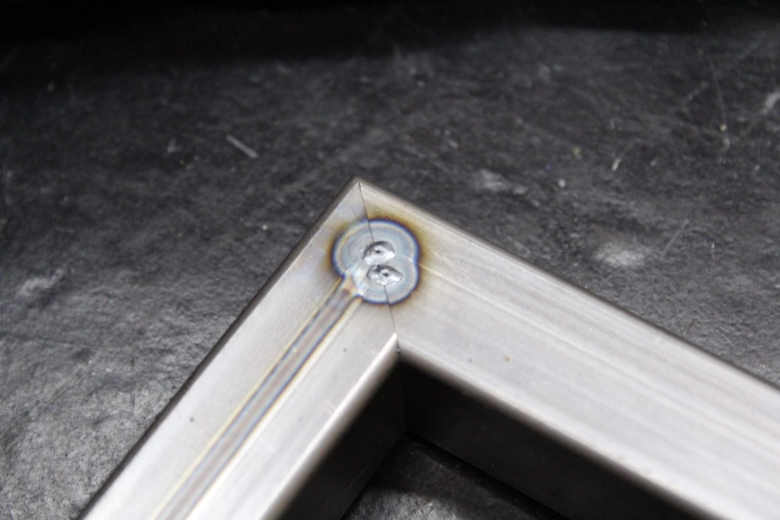
ここで言う仮付け溶接とは、ちょんと1点だけ角パイプ同士をつなぎ合わせる事を言います。
まずは片面の4ヶ所の平面をすべて仮付け溶接をします。
仮付け溶接をする時には必ずしっかりと角パイプ同士が合わさっている事を確認しましょう。
反対平面の4ヶ所を仮付け溶接する
続いて反対面の平面4ヶ所を同じように仮付け溶接します。
ここで注意したいのが、先ほど同様に角パイプ同士の隙間を可能な限り無くします。
特に反対面を溶接した際の熱で引っ張られているので必ず隙間が有るはずです。
TIG溶接だと手で押さえることが出来ないので、両サイドに物を噛ませて隙間を無くした状態で溶接をします。

これくらいは必ず隙間が有るはずです。両サイドに物を噛ませて、、
この程度まで隙間を無くします。
くどいようですが、角パイプ間の隙間はなるべく無くして溶接をおこないます。
ここで妥協すると後工程の本溶接で必ず後悔します。
4隅の縦側の継ぎ目を溶接する

平面側の溶接が終わったら、仮付け溶接は終了です。
次は縦側の継ぎ目を溶接していきます。
今度は仮付け溶接ではなく、本溶接となります。
先に縦側を溶接しておくことで、溶接熱によるひずみを少なくする狙いがあります。
溶接をするとどうしても、溶接をした側に材料が反りますが、その反りを縦側を溶接しておくことで、溶接熱で開くのが固定できます。
縦側の溶接は4隅とも一気に終わらせます。
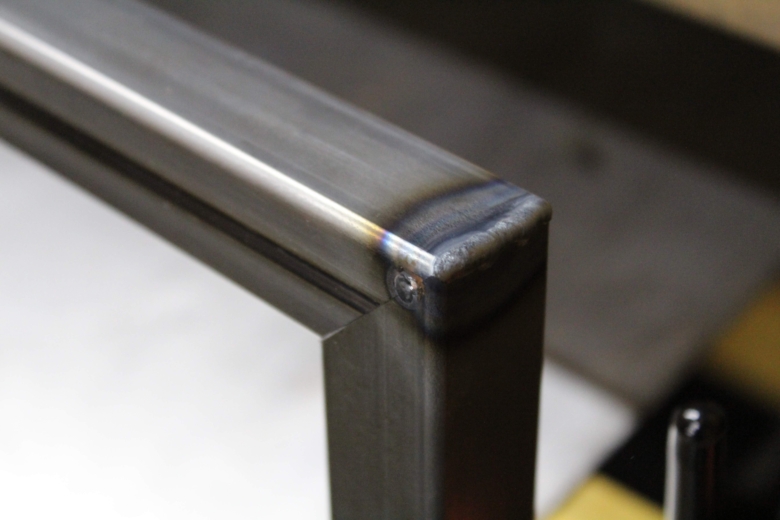
縦側の溶接は、溶接棒を使って盛り上がる感じに溶接していきます。
盛り上がった部分はグラインダーで削って角パイプと同じ形状に抑えます。
したがって、ここの溶接は綺麗さは求めなくても問題ありません。
ここまで溶接できれば、溶接熱によるひずみはかなり抑える事ができます。
縦側の溶接をする際も、直角だけは十分に注意して溶接をしてください。
直角を確認せずに溶接をすると、ひし形や平行四辺形と言った、四角形状にならないので注意が必要です。
平面の継ぎ目を溶接する
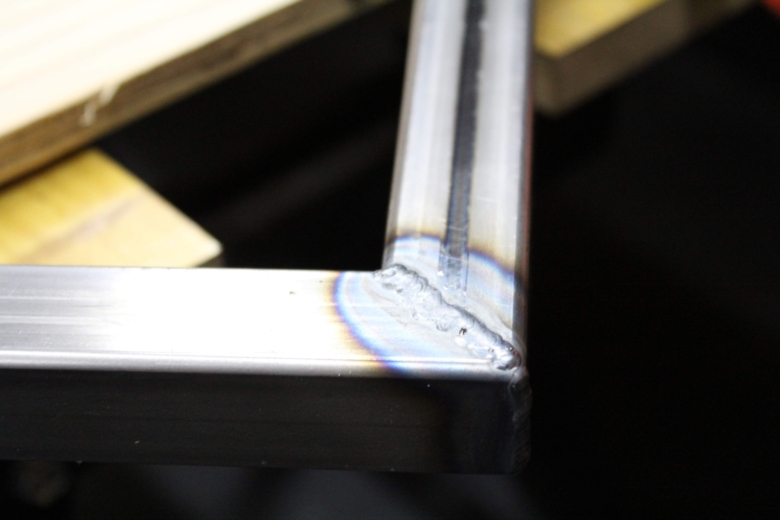
最後に平面の継ぎ目を溶接していきます。こちらは両面とも溶接していきます。
この溶接も溶接棒を使用して盛り上げて溶接をおこないます。

電極はこの卓上グラインダーで研ぎます。
この卓上グラインダーはバフを掛ける時にとても重宝します。
バフ掛けの記事も後日紹介できればと思います。

中の補強を溶接する
続いて、四角形の中に補強用の角パイプを溶接します。
この補強は要らない場合も有るかと思いますが、今回は重量物を載せる予定のため、しっかりとした補強を入れておきます。
この材料は、四角形状が完成した段階で材料カットするようにします。
先ほども言いましたが、溶接は熱によって歪む事が当たり前なので、外枠を作ってから、内枠の寸法を測定して材料をカットします。
材料のカットは少しだけ大きめにカットします。0.5mmくらいです。
少し大きめにカットして、はめ込む形の方が後の溶接がしやすくなります。
隙間が有ると溶接時に穴があいてどうしようもなくなります。

材料をカット後は、寸法の確認と直角の確認をチェックします。
直角を確認するには、スコヤが便利です。このサイズのスコヤであれば価格も高くないので1つは持っておくことをお勧めします。

ここも先ほどと同じく、隙間が有ると溶接が出来ないので、材料の寸法が足りないのだけは注意しましょう。

溶接は先に仮付けを両面おこない、その後に本付け溶接です。
毎度のことながら、この法則さえ守れば溶接熱で歪む事は少なくなります。
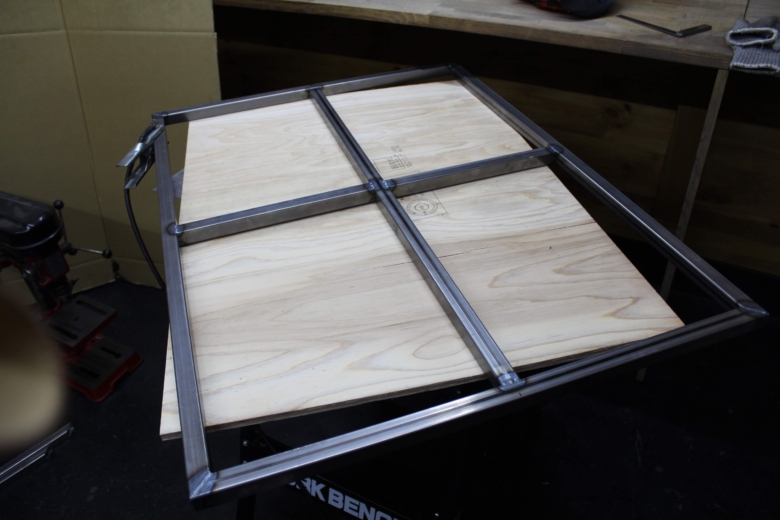
これで角パイプでの四角形(田の字)は完成です。
キャスター車輪用の座面の製作
今回は台車を製作するので、キャスター車輪の座面を取り付けていきます。
座面には厚さ4.5mmの板を使用します。
ここの材料は厚めにしておいて、後でキャスター車輪が取り付けれるようにタップ加工できるようにしておきます。

まずは材料を切り出して、穴あけからタップ加工までしておきます。
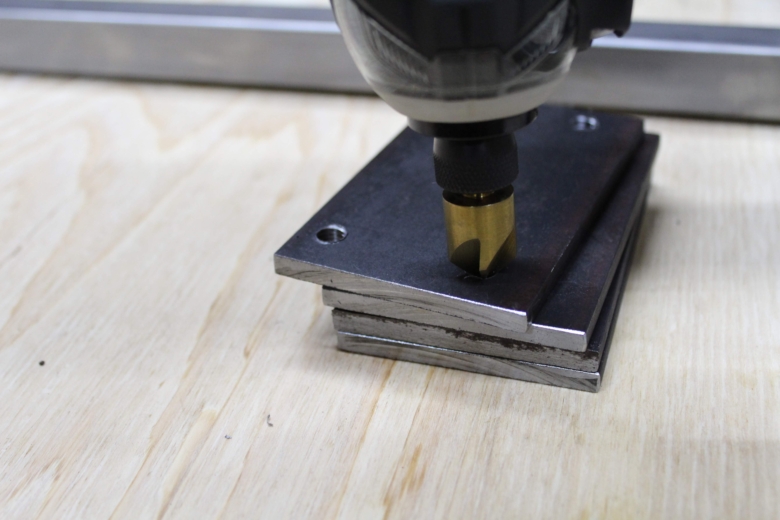
ちゃんと面取りも忘れずにしておきます。面取りは面取りカッターを使用します。
もちろんこの安さなら中国製だと思いますが、切れ味抜群なのはすごいです。
少し前までは安かろう悪かろうだったのに、中国製品の品質が確実にアップしてきていますね。

プレートを溶接する際も、必ず仮付け溶接から始めます。
同じ方ばかり溶接してしまうと溶接下側に引っ張られるので、両面仮付け溶接するのが基本です。
板厚が薄ければ薄いほどひずみが発生しやすいので注意してください。
今回は板厚が4.5mmも有ったので、溶接熱による歪みは有りませんでした。
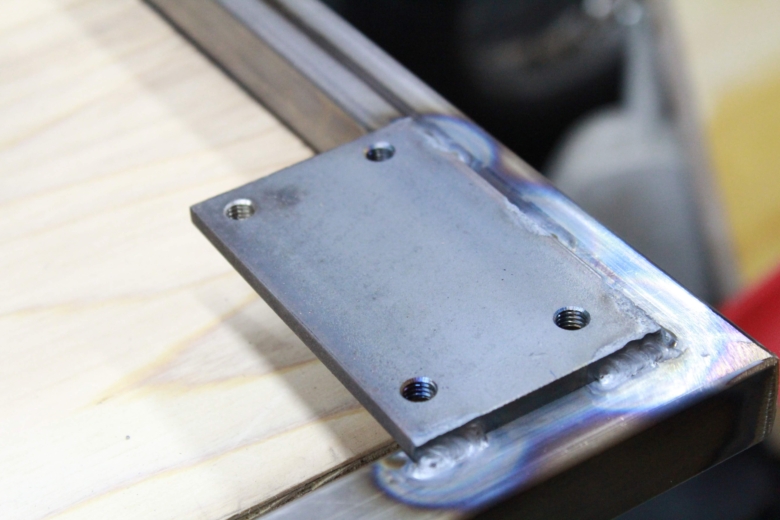
仮付け後に本付けをして完成です。
上の写真は本溶接をおこないますが、溶接を全周をする必要はありません。
強度的には上の写真くらい溶接しておけばOKです。
逆に全周溶接してしまうと、いくら板厚が厚くても歪んでしまいます。
塗装作業
最後に塗装をして完成です。
今回使用する塗料はこちらを使用します。

この商品は下地も無しでそのまま塗装できるので便利です。
刷毛塗りで塗布していきます。


塗装したすぐは艶が有りますが、乾いてくると艶消しに仕上がります。

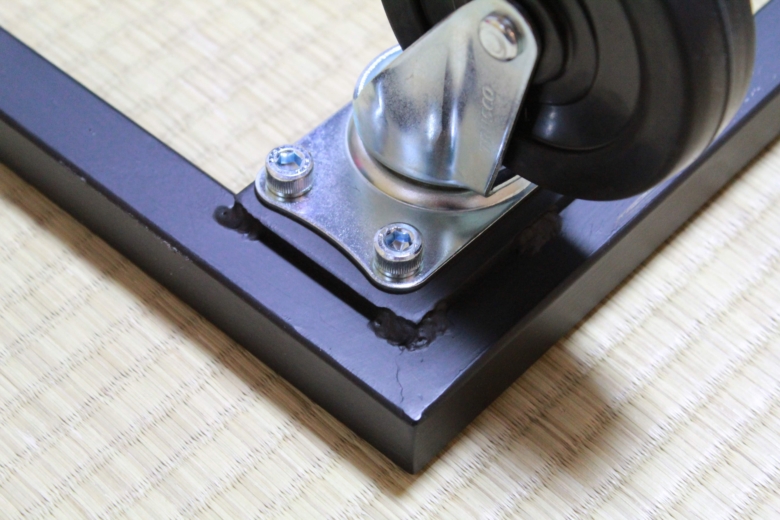
キャスター車輪取付
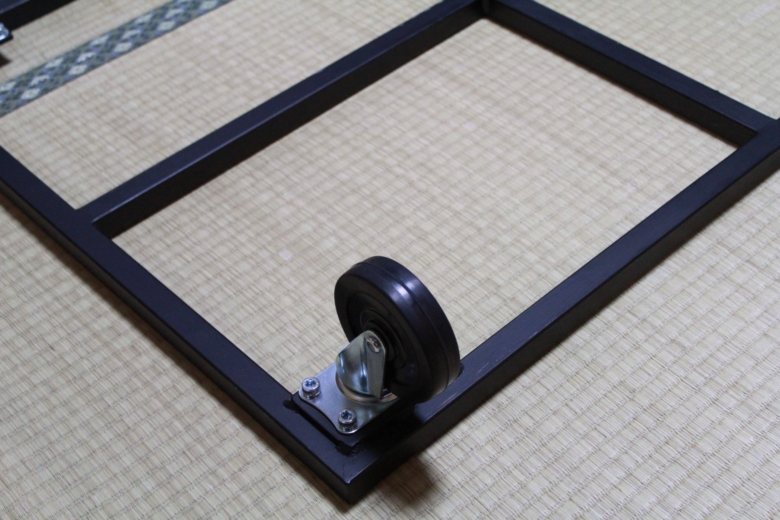
最後にキャスター車輪を取り付けて完成です!

まとめ
今回は少しマニアックな内容となりましたが、この四角形の繋ぎが出来るようになると色んな棚やテーブルに応用する事が出来ます。
溶接機を持っている方はもちろんのこと、持っていない方も購入してチャレンジしてみてはいかがでしょうか?
それでは!